Autor: electrex
Soldadura TIG pulsado
A soldadura TIG com arco pulsado é uma variante do processo TIG que consiste na oscilação da corrente de soldadura entre dois níveis – a corrente de pico e a corrente de base.Apesar de esta variante existir há vários anos, com as actuais tecnologias de controlo de potência podem atingir-se frequências de pulsado (pulsos por segundo) bastante superiores aos de uma máquina convencional. Para isso, necessitamos de um máquina inverter com a função Tig pulsado tal como toda a gama Electrex TP (163, 203, 223, 253, 323, 403, 503 DC ou AC/DC).
BENEFÍCIOS DO TIG PULSADO

Este processo permite aumentar a qualidade das soldaduras, diminuir os custos do processo obtendo arcos mais concentrados ou mais largos, controlar a temperatura do banho, soldar com mais ou menos penetração ou mesmo reproduzir mais facilmente o efeito de espinhado.
Para além disto, permite:
- a menor indução de calor à peça originando menos deformações por temperatura.
- um arco mais concentrado permitindo maior penetração.
- a possibilidade de soldar simultaneamente chapas de diferentes espessuras.
- maior controlo sobre o banho de soldadura.
REGULAÇÃO DOS PARÂMETROS TIG PULSADO

Tomemos o exemplo da regulação dos parâmetros de pulsado do modelo Electrex TP 323, e suas consequências no processo de soldadura.
Depois de seleccionar processo de soldadura TIG pulsado, temos 4 parâmetros específicos que podemos regular:
Corrente principal, corrente de base, frequência de pulsado (Hz) e rácio de tempo de corrente de pico / tempo de corrente de base (%).
A corrente principal ou de pico é a mais elevada, enquanto que a corrente de base é a mais baixa. A corrente de soldadura que se obtém será a média dos dois níveis.
A frequência de pulsado é representada pelo número de ciclos por segundo entre 0,5 e 200 ciclos por segundo.
A uma maior frequência de pulsado corresponde um arco mais concentrado, produzindo cordões mais estreitos e diminuindo a zona termicamente afectada.
A cadência do efeito espinhado será também proporcional á frequência de pulsado podendo também obter-se um cordão liso com uma frequência de pulsado muito elevada.
Finalmente, pode regular-se o tempo ou comprimento de pulsado nos dois níveis de corrente sendo os efeitos do comprimento de pulsado idênticos à frequência de pulsado.
Quanto menor for o tempo de corrente principal, menor será a indução de calor, haverá maior penetração e obter-se-ão cordões mais estreitos.
Pesquisa

Partilha
Isabel Ferreira – soldadora de profissão
“não tive problema algum em integrar-me num ambiente masculino, aliás nós fardados somos todos iguais”
Aproveitamos o dia da Mulher para entrevistar uma soldadora. Isabel Ferreira é uma soldadora profissional numa metalomecânica de Viana do Castelo que afirma ter o privilégio de fazer o que gosta.
Electrex: O que a motivou a tirar o curso de Técnica de Soldadura?
Isabel Ferreira: O meu pai, a profissão dele era soldador, e daí o meu interesse desde pequenina por esta área.
Electrex: Uma pergunta à qual não podemos fugir: foi difícil para si enquanto mulher ingressar num mundo maioritariamente masculino?
Isabel Ferreira:Enquanto fiz o curso não, para mim o meu maior obstáculo foi quando procurei estágio em que as empresas me fecharam portas por não estarem preparadas para receber mulheres, falo a nível de condições, não há balneários femininos. Quando consegui estágio posso dizer que fui muito bem recebida e não tive problema algum em integrar-me num ambiente masculino, aliás nós fardados somos todos iguais.
Electrex: Qual a reação das pessoas quando lhe perguntam a profissão e a Isabel diz que é soldadora?
Isabel Ferreira: A maior parte das pessoas fica admirada, outras questionam-me se não tenho medo de partir as “unhas” (risos). Outras como sabem que o meu pai era soldador dizem que ele deve ter orgulho por lhe ter seguido as pisadas. É normal as pessoas terem estas reações, em Portugal as mentalidades ainda estão muito fechadas.
Electrex: Que conselhos daria a jovens mulheres que querem ser soldadoras?
Isabel Ferreira: Acho que as mulheres se realmente querem seguir esta área devem arriscar, independentemente do que outras pessoas possam pensar ou dizer. A melhor coisa que me aconteceu foi conseguir trabalhar nesta área onde me sinto realizada. Muitas pessoas levantam-se de manhã e parece que vão contrariadas trabalhar, eu vou contente porque juntei o útil ao agradável.
COLWIRE (Fio Frio) – Alimentador de fio para soldadura TIG
Alimentador para soldadura TIG que permite a adição de fio sobre o banho
de soldadura TIG de forma intermitente ou contínua. Reduza custos com material de adição graças à não existência de desperdício de material e ganhe produtividade e qualidade devido a uma adição de material consistente e rápida, reproduzindo fielmente o movimento da mão do soldador.
Utilizável em todas as aplicações de soldadura TIG manual, automática e
orbital sobre chapa fina ou grossa, tubagem, recarga. Aplicável em fios de
aço, inoxidáveis, alumínio, titânio, de 0,8 a 1,2 mm, em bobinas de 5 kg, 15 kg ou grandes embalagens.
Entrevista a Luísa Coutinho
“As áreas tecnológicas, onde a procura de técnicos qualificados é superior à oferta, apresentam também para as mulheres perspectivas de carreiras profissionais interessantes e bem pagas.”
No dia da Mulher, entrevistamos Luísa Coutinho. Pelo seu percurso profissional percebemos que é possível para uma mulher singrar no mundo da Soldadura, senão vejamos: Luísa Coutinho é Diretora Executiva da Federação Europeia de Soldadura – European Federation for Welding, Joining and Cutting (EWF), consultora do ISQ (Instituto de Soldadura e Qualidade) para além de ser doutorada em Soldadura e professora e investigadora no departamento de Engenharia Mecânica do IST (Instituto Superior Técnico).
Electrex: Com tantos campos de estudo na engenharia mecânica, o que a motivou a seguir o ramo da soldadura e a fazer doutoramento nesta área?
Luísa Coutinho: Um bom professor! No Instituto Superior Técnico tive o Eng. Dias Alves, da Sorefame, como professor de tecnologia mecânica. Foi um óptimo professor que, ligava a teoria à pratica e me despertou o interesse pela tecnologia da soldadura. Mais tarde, o ISQ pôs-me em contacto com o Prof Apps da Cranfield University, onde fui fazer o doutoramento com uma bolsa da Fundação Gulbenkian.
Electrex: Uma pergunta à qual não podemos fugir: foi difícil para si enquanto mulher ingressar num mundo maioritariamente masculino?
Luísa Coutinho: É sabido que em Portugal as mulheres têm mais dificuldade em terem as suas capacidades reconhecidas e a serem promovidas nas suas carreiras profissionais do que os homens. O meu caso não foi diferente. Com trabalho, dedicação e persistência o reconhecimento acabou por chegar, primeiro a nível internacional e só mais tarde em Portugal.
Electrex: Em Abril do ano passado, disse que a Europa está em risco de implosão. Ainda mantêm esta preocupação? Que caminhos deve a Europa seguir?
Luísa Coutinho: A Europa continua a viver momentos difíceis, com um mosaico de resultados eleitorais em vários países que criam situações de instabilidade política, social e económica. O crescimento económico tem, no entanto, trazido muitos aspectos positivos. Continuo a acreditar numa Europa unida e forte.
Electrex: Que conselhos daria a jovens mulheres que querem seguir o ramo da soldadura seja como área de estudo académico seja como soldadoras propriamente ditas?
Luísa Coutinho: A soldadura e de um modo mais geral as tecnologias de fabrico, não são áreas apelativas para as mulheres. Estou agora no Brasil e hoje visitei o Senai – Centro Tecnológico de Solda, uma escola de formação profissional de referência no Brasil. Um dos aspectos referidos na reunião com a Direção foi a necessidade de dar a conhecer as opções profissionais da soldadura às estudantes do ensino secundário. Abordamos diversas iniciativas nesse sentido implementadas por Institutos de soldadura da Europa.
As áreas tecnológicas, onde a procura de técnicos qualificados é superior à oferta, apresentam também para as mulheres perspectivas de carreiras profissionais interessantes e bem pagas.
Formas de onda em AC
As antigas máquinas TIG com tecnologia convencional usavam a forma de onda sinusoidal em soldadura TIG em corrente alternada (AC). Hoje em dia, as novas fontes de potência inverter TIG AC/DC permitem a seleção de várias formas de onda em soldadura TIG em corrente alternada (AC). Esta seleção, não mudando outros parâmetros de soldadura, esta permite mudar as características do arco, do cordão, e do efeito limpeza / penetração.
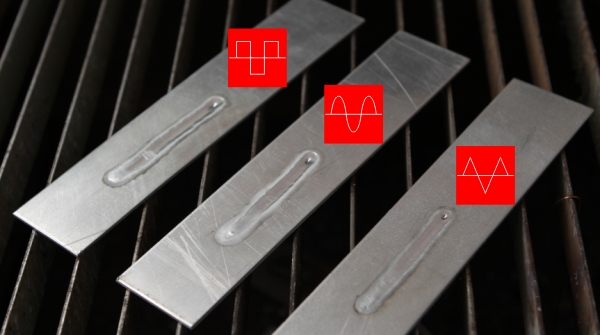
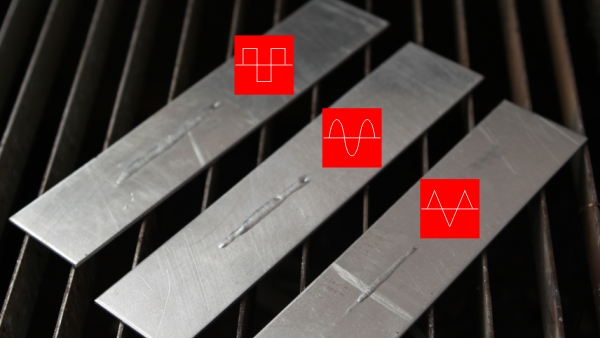
Onda Quadrada:

Soldadura de ligas leves com mais penetração em chapas espessas. Forma um arco mais “forte”, logo mais áspero e ruidoso, onde existe mais transferência de calor. Forma um cordão mais largo e mais espesso.
Onda sinusoidal:

É usada na maioria das aplicações.
O arco é mais suave e menos ruidoso, do que a onda quadrada.
Onda triangular:

Soldadura de chapas finas com pouca transferência energia e logo, menos penetração. Reduz a distorção das peças e permite uma rápida solidificação do banho de soldadura. É especialmente recomendada para alumínio de espessuras finas.
Inspecção Visual Soldadura
Existem muitas formas de inspeccionar uma soldadura sendo a mais simples e prática a inspecção visual. Trata-se, obviamente, de uma inspeção não destrutiva, que só permite uma observação superficial a olho nú ou através de uma lupa. Existem outras técnicas mais sofisticadas como o ensaio radiográfico ou por ultra-sons que, normalmente, fazem parte de procedimentos de qualidade. O aspecto e forma do cordão de soldadura são os principais indicadores de defeitos na soldadura, mas não os únicos: a zona termicamente afectada, a presença de projeções, fissuras ou distorções na peça soldada constituem também indicadores de qualidade da soldadura. Os defeitos mais frequentes numa junta soldada podem ser devidos aos seguintes factores:

Falta de penetração
– corrente ou velocidade de soldadura muito baixas
– abertura excessiva da junta
– chanfro inadequado
– grande espessura da peça de trabalho
– distância excessiva entre o eléctrodo e a peça de trabalho
– posição ou movimento do eléctrodo inadequados
– diâmetro do eléctrodo inadequado

Mordedura:
– corrente ou velocidade de soldadura demasiado elevadas

Preparação incorrecta da junta:
– chanfro inadequado
– desalinhamento das peças a soldar

Fissuras:
– Crateras no final da soldadura
– tipo de eléctrodo inadequado
– eléctrodo húmido
– grande espessura da peça de trabalho
– chanfro incorrecto

Excesso de respingos:
– corrente de soldadura muito elevada
– grande distância entre eléctrodo e a peça de trabalho
– peça suja- eléctrodo húmido

Inclusão de escória:
– escória não removida durante passes ou na troca de eléctrodo
– posição ou ângulo de eléctrodos inadequados
– diâmetro do eléctrodo muito elevado ou chanfro muito estreito

Porosidade:
– Peça suja, enferrujada ou húmida
– corrente de soldadura incorrecta
– velocidade de soldadura elevada
– distância excessiva entre o eléctrodo e a peça de trabalho
– eléctrodo húmido

Distorção de contracção e angular:
– corrente ou velocidade de soldadura demasiado elevadas
MIG convencional vs MIG MecaPulse
Sistema MecaPulse para menor distorção de peças e excelente soldadura de transição em juntas de chapas finas. Grande redução de consumo de fio e de energia. Presente nas máquinas MIG/MAG DIGIT II, SYNERGIC II e LTRONIC SYNERGIC.