Auteur/autrice : electrex
Interview à Luísa Coutinho
« Les domaines technologiques où la demande de techniciens qualifiés est supérieure à l’offre, offrent également aux femmes des perspectives de carrières professionnelles intéressantes et bien rémunérées. »
En cette Journée de la Femme, nous avons interviewé Luisa Coutinho. Au regard de sa sa carrière nous nous rendons compte qu’il est possible pour une femme de réussir dans le monde de la Soudure : Luisa Coutinho est Directrice exécutive de la Fédération Européenne de Soudage – European Federation for Welding, joining, and Cutting(EWF), conseillère à l’ ISQ (Institut de Soudure et de la Qualité) ,et en plus de son doctorat en Soudage, elle est également un professeur et chercheur dans le département de génie mécanique de l’IST (Institut Supérior Technique).
Electrex: Avec autant de spécialités d’études en Ingénierie Mécanique, qu’est-ce qui vous a motivé à suivre le domaine de la soudure et à faire un doctorat dans ce domaine?
Luísa Coutinho: Un bon professeur! À l’Institut Supérieur Technique, j’ai eu l’ingénieur Dias Alves de Sorefame comme professeur de technologie mécanique. C’était un excellent professeur qui associait la théorie à la pratique et qui m’a suscité un intérêt pour la technologie de soudage. Plus tard, l’ISQ m’a mis en contact avec le professeur Apps de l’université de Cranfield, où j’ai été faire mon doctorat grâce à une bourse de la Fondation Gulbenkian.
Electrex: Une question que nous sommes obligés de vous poser: En tant que femme, cela a été difficile pour vous d’entrer dans un monde essentiellement masculin?
Luísa Coutinho: Il est bien connu qu’au Portugal, les femmes ont plus de difficultés à faire reconnaître leurs compétences et à faire promouvoir leur carrière professionnelle que les hommes. Mon cas n’était pas différent. Avec travail, dévouement et persévérance, la reconnaissance est finalement arrivée, d’abord au niveau international et seulement plus tard au Portugal.
Electrex: En avril dernier, vous avez déclaré que l’Europe était en risque d’implosion? Avez-vous toujours cette préoccupation? Quels chemins doit suivre l’Europe?
Luísa Coutinho: L’Europe continue de connaître des temps difficiles, avec une mosaïque de résultats électoraux dans plusieurs pays qui créent des situations d’instabilité politique, sociale et économique. La croissance économique a cependant apporté de nombreux aspects positifs. Je continue de croire en une Europe unie et forte.
Electrex: Quel conseil donneriez-vous aux jeunes femmes qui veulent poursuivre dans le domaine du soudage tant dans le domaine des études, comme dans le domaine professionnel comme soudeuses?
Luísa Coutinho: Le soudage et, plus généralement, les technologies de fabrication, ne sont pas des domaines attrayants pour les femmes. Je suis maintenant au Brésil et aujourd’hui, j’ai visité le Senai – Centre technologique de Soudage, une école de formation professionnelle de référence au Brésil. L’un des aspects mentionnés lors de la réunion avec la direction était la nécessité de faire connaître les options professionnelles de soudure aux élèves du secondaire. Nous abordons à cet égard plusieurs initiatives mises en œuvre par des instituts de soudage en Europe.
Les domaines technologiques, où la demande de techniciens qualifiés est supérieure à l’offre, offrent également aux femmes des perspectives de carrière professionnelle intéressantes et bien rémunérées.
Recherche

Partager
Formes d’Onde en AC
Les anciennes machines TIG avec technologie conventionnelle utilisaient la forme d’onde sinusoïdale en soudage TIG en courant alternatif (AC). De nos jours, les nouvelles sources de puissance inverter TIG AC/DC permettent la sélection de différentes formes d’onde en soudage TIG en courant alternatif (AC). Cette sélection, sans changer les autres paramètres de soudage, permet de modifier les caractéristiques de l’arc, du cordon, et de l’effet nettoyage/pénétration.
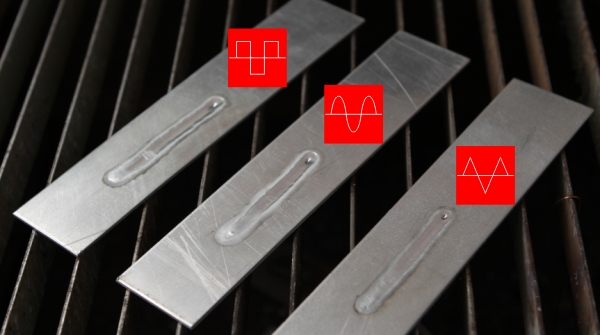
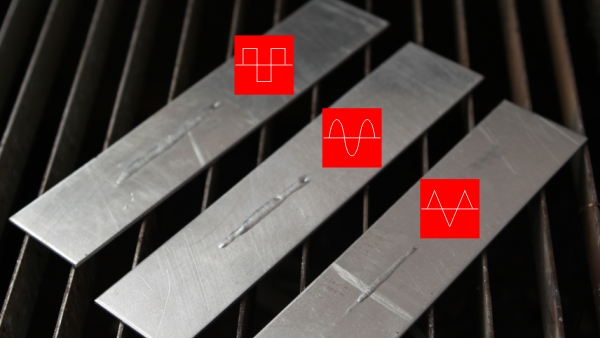
Onde carrée:

Soudage d’alliages légers avec plus de pénétration sur des plaques épaisses. Elle forme un arc « plus fort », donc plus rugueux et bruyant, où il existe un transfert de chaleur plus fort. Elle forme un cordon plus large et plus épais.
Onde sinusoïdale:

Elle est utilisée dans la plupart des applications.
L’arc est plus léger et plus silencieux qu’avec l’onde carrée.
Onde triangulaire:

Soudage de fines plaques avec peu de transfert d’énergie et donc moins de pénétration. Elle réduit la distorsion des pièces et permet une solidification rapide du bain de soudage. Elle est particulièrement recommandée pour l’aluminium de faible épaisseur.
Inspection Visuelle de Soudage
Il existe de nombreuses manières d’inspecter une soudure, mais la plus simple et la plus pratique de le faire, est l’inspection visuelle. Elle est classifiée comme une inspection non-destructive, dans la mesure où elle permet d’observer uniquement ce qui se passe à la superficie à vue d’œil ou à l’aide d’une loupe. Il existe d’autres techniques comme l’essai radiographique ou l’essai par ultrasons, qui doivent faire partie des procédés de qualité. Le cordon de soudage, son aspect et sa forme, est l’un des principaux indicateurs de défaut dans la soudure, mais pas le seul: la zone affectée thermiquement, la présence de projections, de fissures ou de déformations sur la pièce de travail, constituent également des indicateurs de qualité de soudage. Les défauts les plus communs dans un joint de soudure peuvent être dus aux causes suivantes:

Manque de pénétration
– courant ou vitesse de soudage trop bas
– ouverture excessive du joint
– chanfrein inadapté
– grande épaisseur de la pièce de travail
– grande distance entre l’électrode et la pièce de travail
– position ou mouvement de l’électrode inappropriés
– diamètre de l’électrode inappropriés

Morsure:
– courant ou vitesse de soudage trop élevés

Préparation incorrecte du joint:
– chanfrein inadapté
– les pièces sont désalignées

Fissures:
– Cratères sur la fin de la soudure
– type d’électrode inapproprié
– électrode humide
– grande épaisseur de la pièce de travail
– chanfrein incorrect

Excès d’éclaboussures:
– courant de soudage trop élevé
– grande distance entre l’électrode et la pièce de travail
– pièce sale – électrode humide

Inclusion de résidus:
– résidus non retirés lors de passes ou de changement d’électrodes
– position ou angle des électrodes inappropriés
– diamètre de l’électrode trop élevé ou chanfrein trop étroit

Porosité:
– pièce sale, rouillée, ou humide
– courant de soudage incorrect
– vitesse de soudage élevée
– grande distance entre l’électrode et la pièce de travail
– électrode humide

Distorsion de contraction et angulaire:
– courant ou vitesse de soudage trop élevés
MIG conventionnel vs MIG MecaPulse
Système MecaPulse – Moins de distorsion des pièces à souder et excellente remplissage des jointes éloignées en soudage continu de tôles minces. Grande réduction de la consommation de fil et d’énergie. Présent sur les machines MIG / MAG DIGIT II, SYNERGIC II et LTRONIC SYNERGIC.